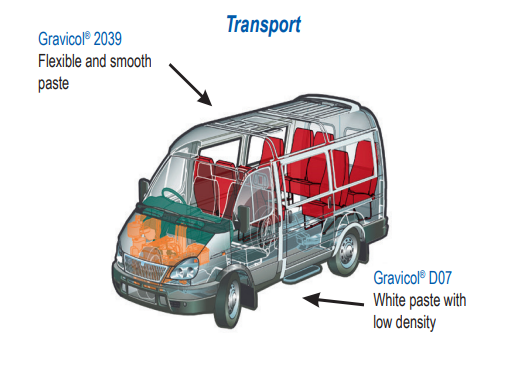
Die Füll- und Klebepasten der Serien Gravicol und Norpol haben sich im Transportwesen als äußerst geeignet erwiesen. Centrachem GMBH liefert diese Produkte exklusiv in der Schweiz. Die Produkte werden zum Verkleben und Ausfüllen von Karosserieteilen an Fahrzeugen eingesetzt, bei denen das Fahrgestell oder Teile davon aus GFK-Laminaten gefertigt wurden. Einige der Klebepasten-Serien wurden auch erfolgreich zum Befestigen von Metallteilen an GFK-Laminaten verwendet.
Ein weiteres Anwendungsgebiet ist das Ausfüllen von Ecken, Hohlräumen und Bereichen, in denen beim Laminieren die Gefahr der Bildung von Lufteinschlüssen besteht. Im Bereich der Oberflächenbehandlung bieten Centrachem und Polynt Composites Produkte an, die sich ideal zum Glätten der Oberfläche eignen, bevor ein geeignetes Grundierungs- und Beschichtungssystem aufgetragen wird. Ins besonders auch bei Autoreparaturen.
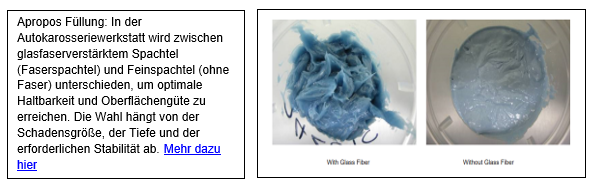
Dieser Fachbeitrag beschreibt die professionelle Instandsetzung eines beschädigten Kotflügels unter Verwendung von 2K-Polyester-Spachtelmasse aus Sicht eines modernen Karosserie- und Lackierfachbetriebs.
Im Mittelpunkt stehen professionelle Arbeitsmethoden, wie sie in Werkstätten nach aktuellen Standards des Karosseriebaus angewendet werden.
1. Verarbeitung von Gravicol – 2K-Polyester-Spachtelmasse
Die Verarbeitung von Gravicol Spachtelmasse in der Autoindustrie und insbesondere im Werkstattbereich gehört zu den entscheidenden Arbeitsschritten im professionellen Karosseriebau.
Vor dem Auftrag muss sichergestellt werden, dass die Blechoberfläche metallisch sauber, trocken, silikonfrei und tragfähig vorbereitet wurde.
Der Spachtel darf ausschließlich auf korrekt angeschliffenem Untergrund verarbeitet werden. In Fachwerkstätten erfolgt dies üblicherweise mit P80 bis P120 Schleifpapier im Exzenterschliff.
Die Anmischung erfolgt auf einem sauberen Mischbrett unter genauer Einhaltung des Härterverhältnisses. Professionelle Werkstätten arbeiten dabei nicht nach Augenmaß, sondern orientieren sich exakt an den Herstellerangaben. Ein zu hoher Härteranteil kann spätere Spannungsrisse, Verfärbungen oder Porenbildung verursachen. Ein zu geringer Härteranteil verlängert die Reaktionszeit und verschlechtert die Schleifbarkeit.

- Optimales Mischungsverhältnis:
In der Regel 2–3 % Härteranteil bezogen auf die Spachtelmasse.
Nach dem Mischen wird zunächst eine dünne Kontaktschicht in die Schleifriefen gedrückt, um maximale Haftung zu gewährleisten.
Erst danach erfolgt der eigentliche Materialaufbau. Der Spachtel wird in mehreren dünnen Lagen aufgezogen und nicht in einer einzigen dicken Schicht verarbeitet. Dadurch werden Schrumpfungen und Materialspannungen minimiert.
Hier zur Bonding und Filling Website der Polynt.
Im professionellen Betrieb wird die Kontur bereits während des Auftragens grob vorgeformt. Der Karosserietechniker achtet dabei besonders auf Lichtkanten, Sickenverlauf und die spätere Spiegelung der Lackoberfläche. Die Verarbeitungszeit beträgt temperaturabhängig meist nur wenige Minuten. Deshalb muss der gesamte Arbeitsbereich bereits vor dem Anmischen vorbereitet sein.
2. Formschliff und Konturherstellung
Nach vollständiger Aushärtung des Polyester-Spachtels beginnt der Formschliff. Dieser Arbeitsschritt entscheidet maßgeblich über die spätere Oberflächenqualität der Reparatur. Professionelle Karosseriebetriebe arbeiten hierbei systematisch in mehreren Schleifstufen und verwenden bevorzugt Schleifklötze, Langboards sowie Exzenterschleifer mit Absaugsystemen.
Der erste Formschliff erfolgt meist mit P80 Schleifpapier. Ziel ist die exakte Wiederherstellung der ursprünglichen Karosseriekontur.
Bereits in dieser Phase werden Überhöhungen, Mulden und Übergänge sichtbar. Der Facharbeiter kontrolliert kontinuierlich mit Streiflicht, Kontrolllineal und Tastprüfung die Form des Bauteils.
Besondere Aufmerksamkeit gilt den Fahrzeugkanten und Sicken. Diese Karosserielinien bestimmen maßgeblich die Lichtreflexion auf der Lackoberfläche. Schon geringe Unebenheiten würden nach der Lackierung deutlich sichtbar werden.
Nach dem Grobschliff folgen weitere Schleifgänge mit P120 bis P240. Dabei wird die Oberfläche schrittweise verfeinert und die Schleifriefen reduziert. Zwischen den Schleifgängen wird häufig Kontrollspray eingesetzt, um Fehlstellen sichtbar zu machen.
Professionelle Werkstätten vermeiden dabei punktuelles Schleifen, da dadurch Wellen oder Vertiefungen entstehen können.
Ein typischer Fehler im Hobbybereich ist die ausschließliche Nutzung weicher Schleifpads ohne Schleifklotz. Im professionellen Karosseriebau wird dagegen mit definiertem Flächendruck gearbeitet, um eine absolut plane und harmonische Oberfläche zu erzielen.
3. Feinspachtel und Oberflächenfinish
Nach dem Formschliff wird die Oberfläche detailliert kontrolliert. Selbst bei präziser Spachtelarbeit bleiben häufig kleine Poren, Mikrolunker oder feine Übergangsstellen zurück. Diese werden im professionellen Werkstattbetrieb mit Feinspachtel oder Polyester-Finish-Spachtel ausgeglichen.
Der Feinspachtel wird nur sehr dünn verarbeitet. Er dient nicht zum Aufbau von Konturen, sondern ausschließlich zur Oberflächenveredelung. Vor dem Auftrag wird die Fläche erneut entfettet und mit Druckluft gereinigt, um Schleifstaub vollständig zu entfernen.
Der Auftrag erfolgt mit flexiblen Japanspachteln oder Edelstahlspachteln. Der Werkstatttechniker zieht den Feinspachtel möglichst flächig und spannungsfrei auf, um spätere Schleifmarkierungen zu vermeiden. Nach der Aushärtung beginnt der Feinschliff mit P180 bis P320 Schleifpapier.
In modernen Lackierbetrieben erfolgt die Kontrolle der Oberfläche zusätzlich mit LED-Streiflichtsystemen. Diese ermöglichen die frühzeitige Erkennung kleinster Unebenheiten. Besonders bei dunklen Lackierungen oder Metallic-Farbtönen ist dieser Arbeitsschritt entscheidend, da sich selbst minimale Fehler später deutlich abzeichnen würden.
Das Ziel des Finish-Prozesses ist eine gleichmäßige, porenfreie und optisch vollkommen harmonische Oberfläche. Der Übergang zwischen Originalblech und Reparaturstelle darf weder fühlbar noch sichtbar sein. Eine professionelle Finish-Arbeit reduziert später den Materialverbrauch beim Füllerauftrag und verbessert das Lackierergebnis erheblich.
4. Grundierung und Füllerauftrag
Nach Abschluss aller Schleif- und Finisharbeiten beginnt der Lackaufbau. Zunächst wird die Reparaturfläche gründlich gereinigt und entfettet.
Professionelle Lackierbetriebe verwenden hierfür silikonfreie Reinigungsmittel und antistatische Reinigungstücher, um Staubeinschlüsse zu minimieren.
Liegt blankes Metall frei, erfolgt zunächst die Applikation eines Korrosionsschutzsystems. Hier kommen je nach Herstellervorgabe Epoxy-Grundierungen oder Washprimer zum Einsatz. Diese isolieren das Metall gegen Feuchtigkeit und verbessern die Haftung des weiteren Lackaufbaus.
Im nächsten Schritt wird der 2K-Füller aufgetragen. Der Füller hat mehrere Aufgaben gleichzeitig: Er gleicht feine Schleifriefen aus, isoliert unterschiedliche Untergründe und sorgt für eine homogene Oberfläche vor der Basislackierung. Professionelle Lackierer achten dabei auf gleichmäßige Schichtstärken und definierte
Nach der Trocknung erfolgt der Zwischenschliff. Hierbei wird meist trocken mit P320 bis P400 vorgeschliffen und anschließend mit P500 bis P600 fein nachgeschliffen. Besonders wichtig ist dabei die Kontrolle der Randzonen und Übergänge.
Vor der eigentlichen Lackierung wird die Oberfläche nochmals mit Kontrolllicht geprüft. Jede verbliebene Schleifspur oder Unebenheit würde sich im späteren Basislack deutlich abzeichnen. Deshalb zählt der Füllerprozess im professionellen Lackierbetrieb zu den qualitätsentscheidenden Arbeitsschritten der gesamten Reparatur. Und dazu braucht es professionelle Füller von Polynt, vertrieben durch Centrachem.
Disclaimer: Dieser Inhalt wurde teilweise durch eine KI generiert und von Menschen kontrolliert. Wir legen Wert auf Transparenz und möchten Sie über den Einsatz dieser Technologie informieren.